
热处理工艺
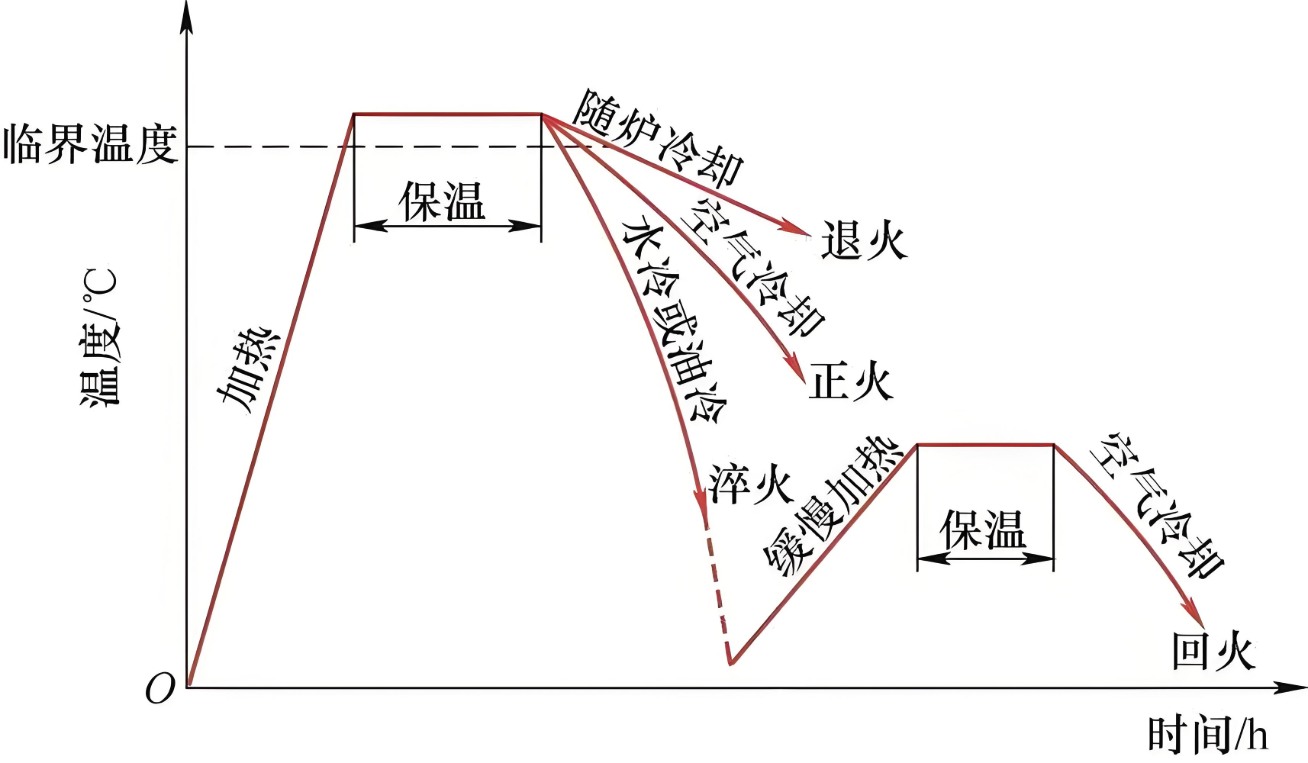
热处理通常借助加热、保温以及冷却等手段,来获取期望的组织形态与性能特征。其核心目标在于提升钢材的机械性能。在热处理过程中,加热和保温的作用在于促使钢材在该阶段,使其组织发生奥氏体变化。而热处理时所采用的冷却方式,则对热处理后材料的最终组织形态起着决定性作用。就碳钢紧固件而言,其热处理类型主要包含四类,分别为退火、正火、淬火以及回火。最终产品所展现出的机械性能,反过来决定了所选用的材料牌号以及适配的热处理方式。
碳素钢(Carbon steel)即使其成分一样,根据不同的热处理方式,其硬度和强度及耐冲击性也会有很大的变化。为了发挥出金属模具部件所要求的性能,需要进行合适的热处理。一般采用的碳素钢热处理方法如下所示。
1.退火
退火指,为了要软化铁或钢、调整晶体组织或除去内部应力,而加热到适当的温度。然后,缓慢地进行冷却的处理方式。需要除去内部应力或进行软化时,加热到合适的温度;需要调整晶体组织时,加热到AC3相变点+50℃的温度,然后进行炉冷或灰冷。
2.正火
指为了要将碳素钢变为奥氏体(温度比AC 3或ACm高50至100°C)而进行加热,然后在安静的空气中静置冷却的操作。可通过进行正火来除去钢的应变和内部应力。并能成为微细的标准组织。
3.淬火
为亚共析钢时,将碳素钢加热到AC3以上;为过共析钢时,加热到略高于AC1。然后急冷,将碳素钢变为马氏体组织的操作称为淬火。
马氏体变为与晶格α铁相同的体心立方晶格,而且,将碳变为以过饱和方式固溶后的状态。马氏体是一种较硬,耐冲击性低的组织。它是为了要制作塑料注射成型金属模具的型腔和型芯而采用的最重要的热处理方式。
4.回火
由于马氏体是一种不稳定的组织,因此,它无延展性,而且脆弱。为此,为了要赋予粘度而进行回火。将马氏体加热到AC1以下的温度,并使用水、油、空气等,以合适的温度来冷却,由此赋予粘度。
紧固件的热处理
最为常见的紧固件产品机械性能标准是 ISO 898,其中螺栓遵循 ISO 898 - 1,螺母遵循 ISO 898 - 2。该标准明确规定了各等级紧固件所使用材料的极限化学成分,以及最低回火温度。当螺栓强度达到或超过 8.8 级时,就需要进行淬火和回火处理,也就是我们常说的调质热处理。同理,螺母强度等级达到或超过 10 级的,也必须接受调质热处理。经过调质热处理后,产品内部需形成至少 90% 的马氏体组织。马氏体是一种极为坚硬的钢结构形态,要想在调质后生成马氏体组织,材料中的含碳量至少要达到 0.2% ,此外,材料中还应含有微量的锰、硼或者铬等金属元素,它们有助于马氏体组织的形成。值得注意的是,不同国家所采用的材料牌号以及相关标准存在差异。
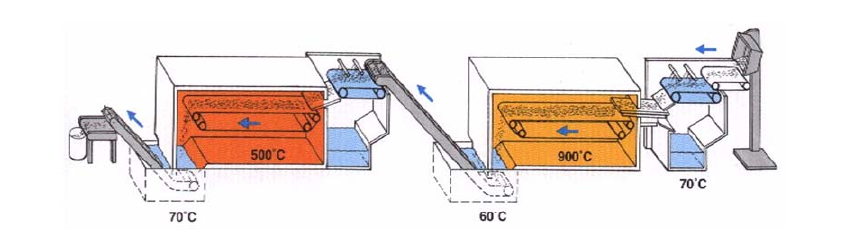
调质热处理具体包含两个步骤:第一步是淬火,即把产品加热到特定的高温,并保持一段时间后迅速进行冷却,以此来获得马氏体组织;第二步是回火,通过回火使马氏体组织的硬度趋于适度,进而提升产品的韧性。部分产品对表面硬度和耐磨性有着极高要求,比如气门弹簧座上的气门弹簧垫就是这类产品。针对此类产品,通常采用表面硬化的热处理工艺。表面硬化可通过感应淬火、渗碳、渗氮、碳氮共渗等多种方式实现。在这些方式中,最常见的渗碳工艺是通过调控淬火炉内的碳势,提高气氛中的含碳量,从而达成表面硬化的效果。无论是进行调质处理还是渗碳处理,大多会使用连续热处理炉,如下图所示。
产品完成热处理后,一般需要对产品的芯部及表面硬度、螺栓的抗拉强度、螺母的保载性能,以及产品是否存在脱碳或渗碳等情况进行检测,测试的具体要求依据 ISO 898 标准执行。