
螺纹加工工艺
螺纹是紧固件极为关键的特征之一,其定义为在母体表面上所制出的呈螺旋线形、具有特定截面的连续凸起部分。螺纹的核心功能在于实现连接,依据母体所处位置的不同,可将其分为外螺纹与内螺纹,其中公制螺纹是最为常用的标准螺纹类型。

在零部件的螺纹加工领域,少量零部件与大批量产品所采用的加工工艺存在显著差异。对于少量零部件的螺纹加工,考虑到灵活性和成本效益,多选用手动工具或通用机床进行操作。虽然效率有限,但能够依据零部件的具体特点灵活调整加工过程,满足个性化需求。而当面临大量螺纹加工任务时,为追求高效与一致性,会采用一系列自动化、专业化的工艺方式,例如使用搓牙设备和自动攻牙设备。
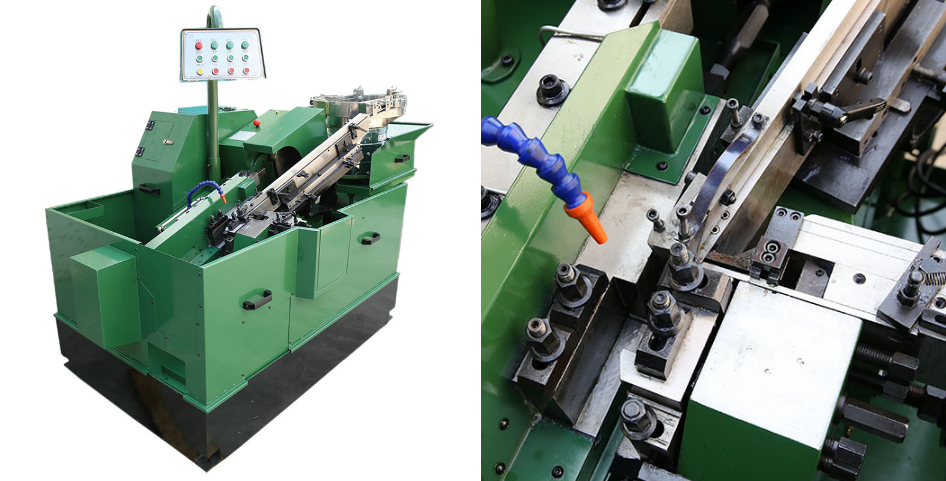
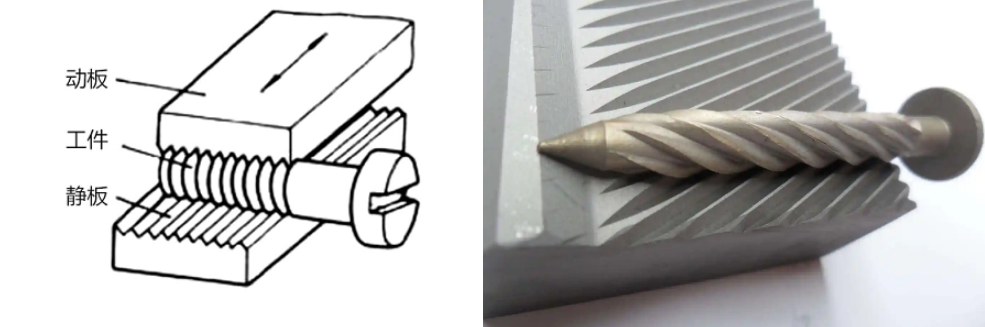
紧固件的外螺纹的加工大多会采用挤压成型工艺,通常也被称作搓牙工艺。最为常见的搓牙操作模式是让产品在平面搓丝板之间滚动,在加工过程中,一块牙板保持固定状态,另一块牙板进行移动,如此便能使圆柱形或其他形状的线材在常温条件下,于两块牙板之间受到挤压作用并发生转动,进而形成螺纹。
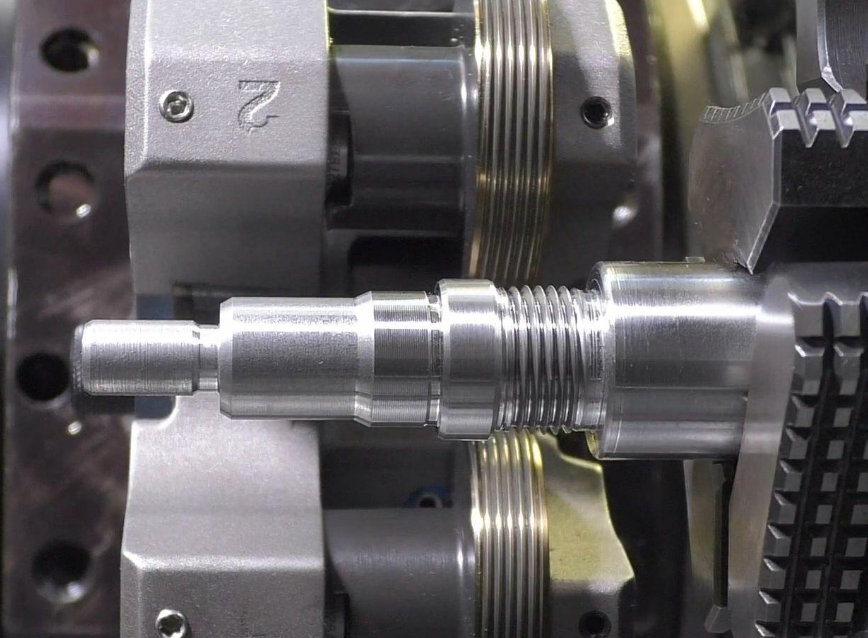
另外还有一种搓牙方式叫滚牙,即零件光坯在由两个轮或三个轮构成的滚牙板中受到挤压并向前行进,从而形成螺纹。滚牙这种方式适用于螺纹心部带有孔的零件,与平面搓牙相比,滚牙时孔不容易出现变形情况,不过滚牙的加工速度要比平面搓牙慢许多。
内螺纹的加工一般俗称为攻牙,攻牙同样存在两种加工方式,分别是挤压攻牙和切削攻牙,其中切削攻牙是最常被采用的。挤压攻牙的优势在于不会产生切削屑,并且在挤压过程中所产生的加工硬化能够让螺纹的强度得到提升,同时螺纹的加工面也会更加光滑。然而,挤压攻牙也存在一定的缺点,那就是对底孔径公差精度的要求较高,而且只适用于低强度且材料具有延展性的产品。切削攻牙的优点在于底孔径公差相对容易控制,即使是高强度产品也能够适用,并且成本较低。但切削攻牙也有其不足之处,即会产生切削屑,而且金属组织纤维是间断的。